Скимен Руслан - украинский свидетель иеговы и обувной мастер. его канал самое каноничное собрание ножевых канонов, поломок и способов их устранения. https://www.youtube.com/user/skimenruslan
Vininull - самый лучший и уже самый мертвый канал, тесты на хард-юз - самое ценное, что дал ютуб ножевому сообществу. https://www.youtube.com/user/vininull
>>991458 >Какие САМЫЙ ЛУДШЫЙ СТАЛЬ в районах, отмеченных цветом на пикче, условно заэвтектоидная нержа, полунержа и ржа? Что значит лучший то? Есть состав, в каждой этой области есть какие то стали. Свойства будут зависеть от состава, а выбор от того что тебе надо. Условно сверху вниз какой-нибудь AEB-L, ниже часто идет группа 8% Cr стали для холодных штампов (условно Sleipner), ниже какая нибудь A2 и в самом низу У13.
>>991469 Критерий 1: наиболее вязкая. Критерий 2: имеет из +- аналогично вязких наибольшую абразивную стойкость и Критерий 3: сравнительно технологичную ТО, позволяющую закалить ножевое лезвие из её в оптимально высокую твёрдость. Сверху, допустим, 14C28N, Nitro-?, 1K6, AEB-L, Magnacut (?), в середине, хз, ну, допустим, 3V, Cru-Wear, Z-tuff, A2, а снизу, там, ну пусть 80CrV2, 52100 или вот эта новая Pop's Procut.
>>991479 >Критерий 1: наиболее вязкая. Вязкость, в первом приближении зависит от общего числа карбидов и типа мартенсита. У всех заэвтектоидных сталей с вязкостью хорошо, если конечно в аустенит не перешло больше 0.6 % углерода. Количество карбидов не выше 6% в среднем, если это карбиды хрома. Тут сложно сравнивать, потому что например карбиды железа (цементит) мало понижают ударную вязкость, а вот карбиды хрома заметнее сильнее. >Критерий 2: имеет из +- аналогично вязких наибольшую абразивную стойкость и Абразивная износостойкость и вязкость это часто антагонисты. >Критерий 3: сравнительно технологичную ТО, позволяющую закалить ножевое лезвие из её в оптимально высокую твёрдость. Я думаю для закалки на условную оптимальную твердость конкретной стали затраты сопоставимые. Но вот для получения конкретных значений твердости, те стали которые ниже по Y, легче это достигают из-за большего соотношения получаемого C/Cr в аустените. Ну и технологичность коварный термин. Например нелегированную углеродку легко закалить до высокой твердость, но вот сделать это хорошо на самом деле сложно. Не слишком как раз технологичная сталь. >>991479 >3V Стали с ванадием и большим содержанием молибдена к этому графику применять не стоит так просто, так как их присутствие смешает равновесия и график выглядит по другому, ну или надо корректировать например концентрацию углерода что бы использовать этот график. Грубо для оценки при содержании ванадия больше 1%, надо вычесть ~0.177 % углерода на каждый процент ванадия из состава стали и посмотреть что получится.
>рюкзакодибилы Носят разное. Рюкзакодебилы, наверное, всякий выживальческий мусор. Нормальные люди носят что-то связанное с их работой, хобби или просто вещи или еду.
>>991510 > Где баллончик покупать? На озоне их нет, на авито тоже. Ты не очень умный, да? Сам подумай, что будет если баллон протечет при транспортировке. Не думал, что их как-то по-другому возят туда, где продают? > Пидорашкам даже перцовый баллончик открыто покупать запрещено? Пидорашкам вроде тебя думать не запрещено, ты сам этим не пользуешься. Причём тут вообще баллон к ножетреду, даже спрашивать не буду...
>>991512 Я не знал что у баллонов есть тред отдельный, я думал тут объединёный самообороны. >что будет если баллон протечет при транспортировке А буквально всё остальное хоть немного опасное как транспортируют? А если ребёнок в магазине пиво откроет и полбутылки разом выпьет? А если хуй знает что вообще???
>>991484 >У всех заэвтектоидных сталей с вязкостью хорошо Да, но таки она различается для разных сталей и где-то должен быть оптимум в плане соотношения вязкости и абразивной стойкости, чтобы и вязкая, и мелких карбидов достаточно для сопротивления истиранию. >затраты сопоставимые Одну сталь в 60+ можно на воздухе вывести, другую в большой печке с кучей заготовок лезвий достаточно холодным азотом продуть, а третью надо резко вынуть и зажать в охлаждённые жидким азотом алюминиевые плиты, и в такое крио при массовом производстве мало кто готов заморачиваться, это как раз не технологичный процесс ТО, и стоимость будет сильно отличаться. Что касается ванадия, я понимаю, что при куче легирующих компонентов там этот график будет многомерным, сложным и хреново визуализируемым, но ведь у металлургов есть специальный софт, поди, для расчёта количества карбидов и их сортов, наверное, и в случае с ванадием там есть условная "заэвтектоидая" область. А с порошковыми я не знаю, как там всё соотносится, потому что одно дело количество карбидов, а совсем другое -- средний и максимальный размер кусков этих самых карбидов, который будет влиять на вязкость (и абразивную стойкость), ведь даже для не сильно окарбиженных сталей бывает, что там попадаются крупные куски как рубленное сало в любительской колбасе из-за неудачной термообработки или ещё чего. Ну так вот, что есть крем де ля крем, тип оф зе топ среди сталей, годных для ножей? Как 14C28N и нитро-? с небольшим добавлением Mo-V среди нерж в верхней части?
>>991516 >технологичный процесс ТО Как описать заурядному покупателей ножей топ 3 технологичных процессов термообработки? Вынул после нагрева, чуть остыло и в слесарку?
>>991516 >Одну сталь в 60+ можно на воздухе вывести, другую в большой печке с кучей заготовок лезвий достаточно холодным азотом продуть, а третью надо резко вынуть и зажать в охлаждённые жидким азотом алюминиевые плиты, и в такое крио при массовом производстве мало кто готов заморачиваться, это как раз не технологичный процесс ТО, и стоимость будет сильно отличаться. Ты спросил про ОПТИМАЛЬНУЮ ВЫСОКУЮ ТВЕРДОСТЬ. Я и сказал, что для оптимальной (условно максимальной без потери свойств) для любой затраты будут одинаковые: нагрев, закалка в масле, крио и все такое. А если просто для какой стали получить легче и выше твердость, то я сказал: Но вот для получения конкретных значений твердости, те стали которые ниже по Y, легче это достигают из-за большего соотношения получаемого C/Cr в аустените. >Что касается ванадия, я понимаю, что при куче легирующих компонентов там этот график будет многомерным, сложным и хреново визуализируемым, но ведь у металлургов есть специальный софт, поди, для расчёта количества карбидов и их сортов, наверное, и в случае с ванадием там есть условная "заэвтектоидая" область. Есть такой софт термокальк и jmatpro, например. >Ну так вот, что есть крем де ля крем, тип оф зе топ среди сталей, годных для ножей? >Как 14C28N и нитро-? с небольшим добавлением Mo-V среди нерж в верхней части? В области заэвтектоидных AEB-L, 14C28N и нитро-V, если рассматривать ту область которую мы разбираем, как наиболее сбалансированные: твердость 62-64HRc, хорошая коррозионная стойкость. Стали выше в этой области будут иметь излишнюю коррозионную стойкость и ниже твердость. Стали ниже пониженную коррозионную стойкость, максимальная твердость может бы и выше, но не намного. Легче закалить.
Приехал с ебэя ржавый civivi в cpm s35vn. Долго лежал в watchlist, потом продаван скинул мне до 30-ти баксов и я решил взять. С надеждой что смогу отмыть. Когда распаковал, проржался - коробочка, сумочка, все по красоте. Похуй что нож засранный и убитый, но сука при сумочке.
Конструкция очень странная. Видимо иженеры решили сделать слипжойнт с одноруким открыванием. И сама идея хорошая. А вот реализация - ну такое. Там нет пружины слипа. С двух боков расположены лайнеры с шариками детента (керамика), после открытия они же служат и блокиратором закрытия (держат клинок по бокам). Но довольно хуевым, слабее пружины викса, и строгать деревяху им я бы не рискнул.
Нож был невероятно засранным. Ощущение, будто разбирал кухонную вытяжку. Накладки в каких-то цветных голубых и оранжевых пятнах. Лайнеры засранные даже изнутри. Даже сука осевая втулка ржавая. Вот как?! Как она могла заржаветь? Как мог заржаветь клинок 35-ки в каком-то сером покрытии! А подшипники на удивление как новенькие, чистые. Клинок весь тупой, блестит. Стеклянную банку царапает плохо, думаю там около 59-ти hrc. Залил вэдэшкой, напидорасил зубной щеткой. Затем полировал пастой flitz, и эта хуйня волшебная, просто сняла нахуй всю ржавчину. Со всего, и с накладок, и с клинка, и даже с дола для открывания. Точится плохо, я вообще не врубился, как так - банку царапает плохо, а точить на алмазах заебисто. Результат на фотках и видео. Режет как лазер, с фронтфлипа выстреливает. Считаю охуенно доел, заполучил порошок за цену ганзо.
>>991538 Нормас конечно, тут реально повезло, но над ножом поработать надо было. Только куда его девать если он даже без клипсы? А ведь сколько тут осталопов кто подшипники хейтит, дивитесь бля! Ты как с ебея заказ в РФ? Или ты kz\br?
>>991550 >если он даже без клипсы? Клипса задумана конструкцией, но бывший владелец ее проебал. Это какой-то финальный босс проеба, потерять предмет прикрученный болтами. Носить можно в кармане/поуче/чехле на поясе. Как виксы. >как с ебея заказ Я в MD.
Федеральный судья убит на улице в Камышине Волгоградской области. По предварительным данным, убитым оказался Василий. Его расстреляли из Сайги, отрезали член, засунили его в рот, а затем воткнули нож в глаз. Судья был убит из-за ревности. Муж, военнослужащий отомстил Василию за измену своей супруги после того как вернулся домой в отпуск из зоны СВО.
>>991519 Технологичный процесс: 1. Кладёшь в автоматизированную печЪ 9000+1 лезвий, где они в авто режиме калятся, продуваются воздухом или азотом, и фигак, у тебя оттермиченные лезвия. 2. У тебя есть большая конвеерная печь, куда идут заготовки ножей для закалки, потом они продуваются воздухом или азотом и фигак, у тебя оттермиченные лезвия на выходе конвеера. Не очень технологичный процесс: Ты ставишь несколько покрытых защитным слоем (от обескислороживания) или завёрнутых в стальную фольгу с флюсом заготовок в небольшую автоматическую печь, тем временем охлаждая алюминиевые плиты в жидком азоте, резко достаёшь заготовки ручками и зажимаешь между плитами для резкого охлаждения, потом закладываешь их для пары циклов термоциклирования, потом вручную аккуратно зонально отпускаешь и фигак, у тебя есть пара-тройка оттермиченных заготовки, которые теперь можно аккуратно на водяном колесе или на ленточном гриндере с охолаждением впрыском не перегревая аккуратно ручками загриндить, чтобы получить лезвия.
>>991520 >для любой затраты будут одинаковые Ну что за словесная эквилибристика? Заэвтектоидную нержу вывести в 60+ — это как минимум крио и манипуляции. Какую-нибудь сраную D2 вывести в 60+ — да хоть на воздухе, максимально простой, дешёвый и малозатратный процесс с минимальным количеством ручного труда. >Есть такой софт термокальк и jmatpro, например. Ну вот, они же все метод кальфад используют или там что-то новое появилось? >как наиболее сбалансированные: твердость 62-64HRc, хорошая коррозионная стойкость. Ну... скорее, 60-63, или даже 61-62. Ниже — не имеет смысла, выше — тоже не, становятся слишком хрупкими, не сильно отличаясь от высокоуглеродистых легированных по вязкости.
Кстати, а помните недавно на югах судимый нефер-шизик зарезал судимого вахаббита-исламиста? Короче, шизика начали расследовать с изъятием телефонов-кампухтеров, и теперь ему ещё пара статей светит. Короч, в июне 2025 года шиз взобрался на мемориал «Братская могила жертв фашистского террора 1941–1942 годов» и сделал там кое-что, сняв на телефон и отправив подружке, а она в телегу это отправила с комментариями, за которые и ей теперь тоже ч. 4 ст. 354.1 УК РФ. Ну и вишенка на торте — "Также в своих телефонах юноша и девушка хранили фото и видео, на которых они в жестокой форме расправляются с животными, препарируют их, сопровождая процесс циничными комментариями. Помимо этого, был выявлен факт надругательства над символом веры на территории православного храма». Шиз с подругой котов мучали, убивали и расчленяли, в общем. Готишна.
>>991593 >Ну что за словесная эквилибристика? >Заэвтектоидную нержу вывести в 60+ — это как минимум крио и манипуляции. Какую-нибудь сраную D2 вывести в 60+ — да хоть на воздухе, максимально простой, дешёвый и малозатратный процесс с минимальным количеством ручного труда. Ты либо жопой читаешь, либо я непонятно пишу. Я тебе там два варианта описываю. То что ты привел это мой второй вариант: >>991520 >А если просто для какой стали получить легче и выше твердость, то я сказал: Но вот для получения конкретных значений твердости, те стали которые ниже по Y, легче это достигают из-за большего соотношения получаемого C/Cr в аустените. >Ну вот, они же все метод кальфад используют или там что-то новое появилось? Да, только базы по конкретным фазам и расчёты обновляются.
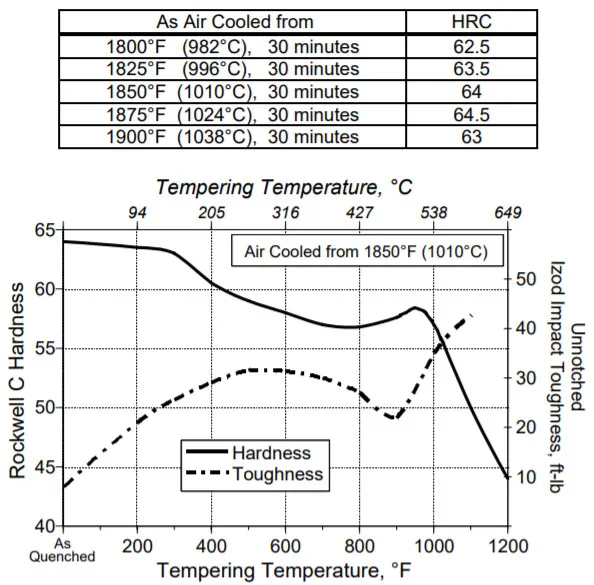
>>991597 Максимальная не значит оптимальная! D2 в ширпотреб ножах дешёво и сердито на воздухе доводят до её +-60 (пикча 1) на потоковом производстве. На плитах в крио можно и в 65 загнать, но это дорогая ручная ТО, на выходе которой будет непригодный практически нож (у меня запечённая заготовка из х12мф в ~64 разбивалась на куски в результате падения на бетонный пол). Ну много ли сталей, которые имеет смысл калить в 64-65? Ну, может там аогами супер или ZDP, но и то лишь в ламинате. Некоторые действительно выше 60 не стоит, но для ножей опять же оптимально в 60-63, или даже 61-62. >Да, только базы по конкретным фазам и расчёты обновляются. В современном ПО для металлургов результирующие прочностные показатели вязкости или средний размер выпадающих карбидов (а не только их состав и количество) как-то считаются для нахождения оптимального состава ножевой стали? Или это уже не имеет смысла, если, предположительно, с обычным (не порошковым) процессом плюс какой-то хитрой обработкой оптимум в соотношении вязкости, достижимой твёрдости, абразивной стойкости и нержавейчести достигнут в составе стали типа Nitro-X7 в районе 63HRC?
>>991605 >Максимальная не значит оптимальная! Я не ебу что ты вкладываешь в понятие ОПТИМАЛЬНАЯ. Я тебе предложил два вида ответа в зависимости от того, как можно понять оптимальная. Читай с чего я начал, я больше не буду про это говорить. >Ну много ли сталей, которые имеет смысл калить в 64-65? High Speed Steel и Matrix Steel >Некоторые действительно выше 60 не стоит, но для ножей опять же оптимально в 60-63, или даже 61-62. Это твое мнение. >В современном ПО для металлургов результирующие прочностные показатели вязкости или средний размер выпадающих карбидов (а не только их состав и количество) как-то считаются для нахождения оптимального состава ножевой стали? Есть понимание что на что влияет, от этого и исходят и прочее. Я не металлург и не материаловед. Термодинамика считается, как пример на пике jmatpro и что посчитать и оценить можно, проблема в кинетике, так как всякую диффузию никто не отменял. Находил статью относительно новую, в которой калхид и кинетику пытались совмещали на примере 51600 для расчета состава, времени аустенизации и прочего. >Или это уже не имеет смысла, если, предположительно, с обычным (не порошковым) процессом плюс какой-то хитрой обработкой оптимум в соотношении вязкости, достижимой твёрдости, абразивной стойкости и нержавейчести достигнут в составе стали типа Nitro-X7 в районе 63HRC? В классике мартенситных железо-хром там все уже достигнуто, там плюс минус плюс от выплавки и доп обработки можно что то получить. Есть направление в сторону мартенситно-стареющих сталей, там как то для ножей мало что сделано из-за того что сталей выше 60 HRc мало, но вон Алан Баликоев все обещает в серию, но все нет.
>>991609 >Я не ебу что ты вкладываешь в понятие ОПТИМАЛЬНАЯ. Ладно, возможно, я не до конца точно понимаю, где область оптимума в плане ножевой стали, поскольку тоже не металлург и не имею смежного с материаловедением образования. Я исхожу из максимальной "устойчивости" кромки, но опять же, здесь большую роль играют углы и тип нагрузки, что требует дополнительного исследования. >High Speed Steel и Matrix Steel Опять же, специального назначения стали. >Это твое мнение. Всё в некотором смысле чьё-либо мнение разной степени экспертности и компетенций. >всякую диффузию никто не отменял. Да, а есть к-л информация, что там за хитрую спецобработку делает алейма для своих сандвиков и будерус для своих нитр, после которой на выходе карбиды получаются довольно мелкими и униформными? >В классике мартенситных железо-хром там все уже достигнуто Ну, то есть, можно однозначно сказать, что для 90% ножей общего назначения наиболее оптимальны (азотные?) нержавейки с 0.6-0.7% углерода и небольшим легированием Mo+V, закаленные в 60-63? А для энтузиастов и спец применения - всякие порошковые магнакаты, ламинирование (как на японских кухонных) и поиск наиболее эффективных "дамасских" узоров для обкладок ядер из более твёрдых и износостойких сталей с целью увеличения общей прочности лезвия.
Что то ещё про Бурятов слышал, о лютости и отмороженности или путаю народности.
Восточная коркозия на связи
Аноним15/08/25 Птн 17:01:29№99162858
>>991592 А в процессе этого их не поведет? Или ты про заготовки? А потом их заебисто обрабатывать будет же, особенно что-то на 62-64 из к390
>>1. Кладёшь в автоматизированную печЪ 9000+1 лезвий, где они в авто режиме калятся, продуваются воздухом или азотом, и фигак, у тебя оттермиченные лезвия.
>>991624 Инженер систем автоматизации и управления. Ножи как хобби. >>991628 Техпроцесс у всех по-разному организован. Да, калёные заготовки обрабатывать сложнее. Но если калить формованные гринденные клинки, то возникают другие проблемы. Вот как Опинель делает, весьма технологичный процесс: https://www.youtube.com/watch?v=oI8Czx5Ug-Y
>>991617 >Опять же, специального назначения стали. Почитай про матричные стали на Knifesteelnerd. Там две статьи. >Да, а есть к-л информация, что там за хитрую спецобработку делает алейма для своих сандвиков и будерус для своих нитр, после которой на выходе карбиды получаются довольно мелкими и униформными? Не интересовался. Возможно гомогенизирующий отжиг, электрошлаковый переплав. Возможно используют слитки малого веса при отливки стали, для увеличения скорости охлаждения и следовательно улучшения распределения карбидов. >Ну, то есть, можно однозначно сказать, что для 90% ножей общего назначения наиболее оптимальны (азотные?) нержавейки с 0.6-0.7% углерода и небольшим легированием Mo+V, закаленные в 60-63? Все зависит от того, какие у тебя требования к ножам. А для энтузиастов и спец применения - всякие порошковые магнакаты, ламинирование (как на японских кухонных) и поиск наиболее эффективных "дамасских" узоров для обкладок ядер из более твёрдых и износостойких сталей с целью увеличения общей прочности лезвия.
Если ты затачиваешь ножи тонким финишем, на малые углы, работаешь по неабразивным материалам, требуется высокая острота и работаешь резом пушкат, то AEB-L. Если же ты используешь грубый финиш, работаешь по грязным, абразивным материалам, углы 40 град и рез протягом, то это D2.
>>991635 >Все зависит от того, какие у тебя требования к ножам. А для энтузиастов и спец применения - всякие порошковые магнакаты, ламинирование (как на японских кухонных) и поиск наиболее эффективных "дамасских" узоров для обкладок ядер из более твёрдых и износостойких сталей с целью увеличения общей прочности лезвия. > >Если ты затачиваешь ножи тонким финишем, на малые углы, работаешь по неабразивным материалам, требуется высокая острота и работаешь резом пушкат, то AEB-L. >Если же ты используешь грубый финиш, работаешь по грязным, абразивным материалам, углы 40 град и рез протягом, то это D2.
>>991449 (OP) Хочу купить нож/мачете для прогулок по лесу (Краснодарский край). Что брать и какого размера? Задача: убирать всякие кусты траву и колючки с дороги, самоололона не планируется (только если от псин), колбаску резать тоже обычно не надо, но мало ли.